Installation of Subsea Corrosion-Erosion Monitor offshore India
Installation and configuration from vessel to seabed
By: Håvard Pihlstrøm
Published:
Subjects: Company, Product
Håvard Pihlstrøm, one of our service engineers, has recently been in India installing and configuring a ClampOn Subsea Corrosion-Erosion Monitor prior to deployment at a water depth of around 850 metres.

When Håvard arrived on the vessel from which installation would take place, the PLET (Pipeline and Termination) module was ready on deck. They lifted the electronics canister into place and installed it first before commencing functional testing. This functional testing and a software update took time due to a slow network connection. However, with excellent help from crew on board, the task was completed and the canister removed for safekeeping until later.

On the night of 7th January the PLET module was moved onto what is called the "A-frame", which is a large frame with hydraulics and a winch used to bring the PLET module to a vertical position prior to welding it to the pipeline. It is impressive to see a 24" steel pipe arcing all the way upwards from a depth of over 800 metres to the ship where the PLET module is welded in place.

Early on the 8th January, they finished welding and coating the pipe, and were then ready for final functional testing of the CEM. The electronics canister rotated elegantly in place, despite the CEM hanging vertically and the locking mechanism having to overcome gravity. The crew were impressed with the design.

Functional testing went without a hitch and everything looked good. With a temperature of 30 degrees and a ship waiting for our engineer to complete his task, it was important to work effectively and with precision. Half an hour after he was finished, they commenced deployment of the PLET module subsea, and three hours later it was on the seabed with our CEM ready to aid safe operation.

It`s exciting to experience a country like India, and working from a ship was new to me. It has been a fantastic opportunity to work on our Subsea CEM as part of a larger installation. It was impressive to see the whole process, from short lengths of pipe to completed gas pipeline 850 metres below. Final testing of the CEM was carried out while the module was vertical prior to submersion, which meant challenging working conditions and extra safety measures while installing the electronics canister. Fortunately, the test went quickly and without a hitch, and the design worked just as well vertically as it does horizontally.
Håvard Pihlstrøm - ClampOn Engineer, Field Operations
We thank Håvard for his efforts and look forward to more projects of this type in the future

January 2021
For more information about the ClampOn Corrosion-Erosion Monitor
More articles
-
 03.07.2026 | Company | Product
03.07.2026 | Company | ProductClampOn Vibration Monitor detected earthquake
In case you missed the earthquake outside Bergen, our ClampOn Vibration Monitor picked it up!
-
 03.06.2026 | Company | Product
03.06.2026 | Company | ProductAn important milestone for ClampOn
We have secured our first commercial sale of the BIRD Particle Monitor for deployment at a large, mature field in the Middle East.
Article by Rolf Pensgaard -
 26.01.2026 | Company | Product
26.01.2026 | Company | ProductIntroducing ClampOn Sand Monitor 4.0
ClampOn Sand Monitor and Sand Client 4.0
Article by Mads Toppe -
 09.01.2026 | Company | Product
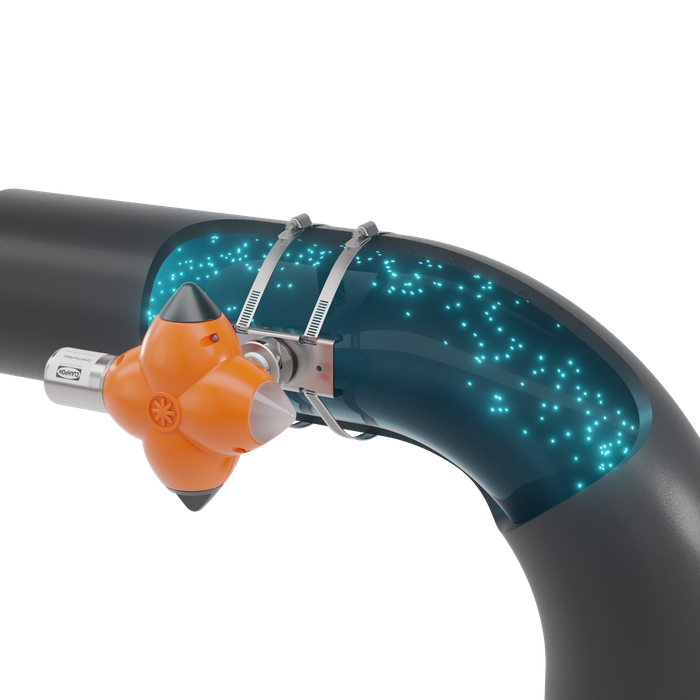
09.01.2026 | Company | ProductClampOn Sand & Erosion Monitoring - Not a Single Spot Missed
In a pipe bend, erosion does not play by the rules - it can strike anywhere, at any time.
Article by Eirik Walle