- Home
- |
- Field cases
- |
- ClampOn Choke Condition Monit…
The ClampOn Choke Condition Monitor - how to prevent choke failure
Helping the operator by using ClampOn Choke Condition Monitor to avoid producing with a choke at an opening that can cause high vibration or sound pressure levels
Background
ClampOn was recently contacted by a Norwegian operator, who experienced a choke collapse during the first hours of starting up a new well. They sought assistance in identifying the cause of the collapse and mitigating the risk of future failures. Early investigations suggested that strong vibrations were likely the cause of the collapse. Another potential cause could be the impact of solids or sand; however, the acoustic sand detector did not record any sand production, nor were there any indications of sand downstream of the production system, ruling this out. Material selection was evaluated, considering the combination of high differential pressure (DP) across the choke and potential high vibration.
Subsea choke valve failures can be costly, with component costs, subsea replacement logistics, and lost production time. ClampOn’s Choke Condition Monitor (CCM) can help reduce choke failures by monitoring vibration and acoustic levels, offering operators necessary information to change choke flow and plan maintenance intervals
Challenge
The choke’s failure during the initial start-up procedure aligns with high vibration and/or high sound pressure levels at low choke openings, the latter being the most likely cause. Unfortunately, the acoustic sand detector located a few meters from the choke was not configured to use its onboard vibration monitoring capability, so no vibration data were available for evaluation. The acoustic raw data used for sand calculation showed very high levels prior to and during the failure, not only on the well in question but also on acoustic sand detectors on neighboring wells in the same template.
Example of a worn-out choke insert


Solution
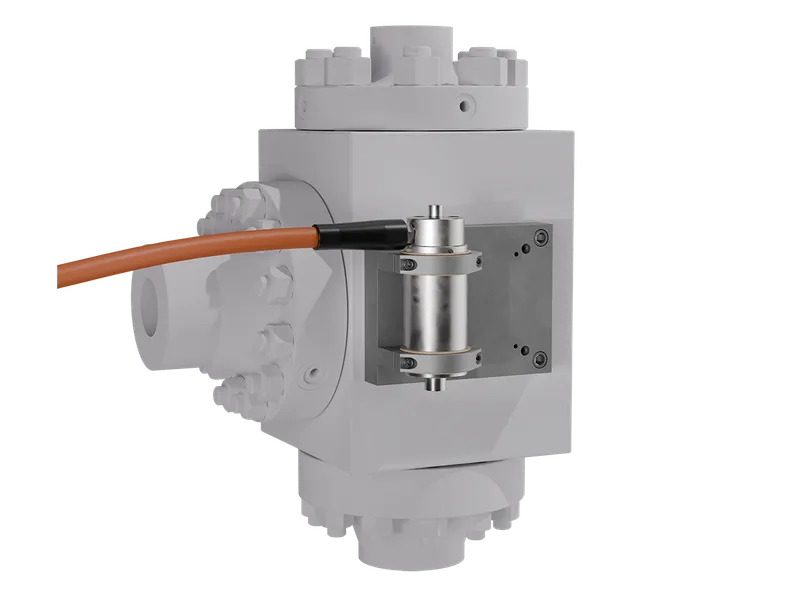
This indicates a very high sound pressure level at the time of failure. However, it is not possible to quantify the exact level, as the acoustic sand detectors use advanced filtration to remove as much flow noise as possible. Additionally, they are located several meters away from the source, and the noise is transmitted through the water and piping to the instrument. As of the time of writing, four choke failures have occurred, each with different choke trims and materials. One of the risk mitigations implemented was enabling the vibration monitoring capability on the existing acoustic sand detectors and installing the new Choke Condition Monitor directly on the choke body.
Result
This has now been done on one of the wells, which will be operational later this year. This will help the operator avoid producing with a choke at an opening that can cause high vibration or sound pressure levels
Additional Information about the ClampOn Choke Condition Monitor
Field cases
-

02.07.26
False sand signal
On a subsea field with wells and templates spread over a large area, there had been no sand production for 10 years. Suddenly, wells on several different well templates began detecting low sand rates.
-

03.06.26
Sand Injections
ClampOn service department has over 30 years’ experience with sand injection jobs, for operators all over the world.
-
23.10.25
Subsea Non-intrusive Flow Temperature Monitoring on long subsea gas pipeline
ClampOn was tasked with developing a solution for temperature monitoring along a long subsea gas pipeline from a large offshore field
-

20.06.25
Installation of Subsea Corrosion-Erosion Monitor (CEM) offshore India
Installation and configuration from vessel to seabed